How the machine is maintenance ?
(1) Clean the chips around the worktable board in time after use and wipe the machine clean every day.
(2) Add lubricant once a week to lubricate the sliding parts.
(3) The drill bit is regularly checked and replaced. Note: The cutting edge of the upper and lower bit should be adjusted to a line. The upper and lower bits have the same shape and size, so they can be interchanged up and down.
(4) Regularly check and replace the reamer. Note: Do not use pliers to clamp the edge of the reamer.
Drill bit and reamer do not work
(1) Check if the power supply is normal, and make sure that the power supply matches the voltage and frequency of the machine.
(2) whether the fuse is in good condition.
(3) Whether the motor is normal.
Double-sided drill upper and lower holes have large errors and do not overlap:
The gap between the upper and lower bits is too large. To adjust the gap between the upper and lower bits, the gap between the upper and lower bits should be as small as possible. The most suitable gap is 0.1mm. The cutting edge of the upper and lower bit should be adjusted to a line.
The drilling time is long and the inner wall of the hole is not smooth.
Drill wear becomes dull, change the new drill bit or clamp the drill bit with the accessory sleeve to sharpen the drill bit.
There is a deviation in the rotation of the reamer:
Press the adjusting arm of the drill bit, relax the reamer and clamp the reamer handle with pliers to adjust the deviation.
Seven reasons of tapping machine unstable
Is the use of a machine tap internal thread Tapping Machine, it is a kind of internal thread processing machine widely used. Tapping machine automation highest work, as long as the blank into the hopper can be automatic feeding, automatic positioning, automatic clamping, automatic tapping, automatic unloading, a worker can operate multiple devices at the same time, high production efficiency, significant savings in labor costs. We in automatic lathes in the process will often encounter some problems, which arise due to tapping tapping machine, tapping machine is usually encountered the tapping unstable seven reasons to talk about solutions:
The first reason: stop tapping machine tapping tip wear or spring flabby. Should check block tapping tapping machine shoot didn’t wear lead to uneven force, then check the spring are not adjustable too loose or change the new spring.
Second reasons: tapping tapping machine belt adjustment or belt slipping due to the damage is not tight enough. The triangle belt too loose tapping tapping machine can adjust the machine behind the adjusting screw to adjust to the appropriate state or a new belt;
Third: tapping tapping machine belt too loose can be fixed tapping machine, tapping machine, four small screws loosen the tapping machine, tapping machine is pressed downwards, and then tighten the four screws.
Fourth reasons: clutch brake power with bad brakes can change or replace the tapping machine tapping machine;
Fifth reasons: the micro switch is broken, the replacement of the new micro switch. (how to change the micro switch to be continued);
Sixth reasons: cam stop switch position is wrong. If the start is too slow will lead to the instability of tapping tapping machine;
Seven reasons: material deformation or excessive residue in the chuck. Should check the materials and cleaning chuck.

Pneumatic Drilling Head Units, drilling, auto feed drilling, self feed drilling

Pneumatic Drill Units
The air motor characteristics of Airmachines’ Self Feed Units give optimum life to the drill bit and produce an optimum quality hole. As the bit dulls, the motor slows and torque increases, extending cutting ability. This motor characteristic and the variable thrust of the air cylinder balance both the torque and thrust. The result is optimum cycle time for a given material and drill bit, limited only by the maximum capacity of the unit.
Features:
Each basic unit is supplied with a standard 3/8″ – 24 UNF threaded output spindle with a standard drill chuck. The unit is setup to utilize the common air supply port for powering both the air motor and cylinder. A combined supply means the cylinder only utilizes the backpressure of the air motor. This is appropriate for most applications.
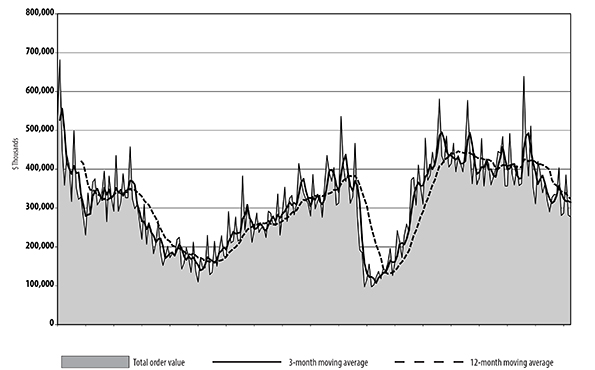
US Machine Tool Orders Narrow Losses in May
U.S. manufacturers’ new orders for metal cutting and metal forming/fabricating equipment declined just 1.4%, from April to May, to $277.74 million. After weak manufacturing demand for much of the past two years, the narrowness of the decline is encouraging machine tool-builders’ hopes of recovery.
However, the May result is the lowest monthly new-order volume of the current year (and the lowest month total for machine tool orders in over two years), and the total continues to trail the results of last year. The May total shows an 18.2% decline versus the May 2015 figure. Similarly, the May result brings the year-to-date total for manufacturing technology orders to $1,512,260, which is 16.7% lower than the January-May 2015 total.
These figures are drawn from the monthly U.S. Manufacturing Technology Orders report issued by AMT – the Association for Manufacturing Technology. The USMTO report summarizes actual totals for machine tool orders reported by participating companies that produce and distribute metal-cutting and metal-forming and –fabricating equipment, including domestically manufactured and imported machinery and equipment.
USMTO is used as a forward-looking indicator of manufacturing capital investment, similar to the Institute for Supply Management’s Purchasing Manager’s Index (PMI) — as companies place orders for new equipment to increase capacity and to improve current capabilities.
“Overall we are seeing improved sentiment from manufacturing technology providers, as certain key industry sectors are indicating signs of growth – in particular agriculture, which has been stagnant for an extended period, and a resurgent aerospace industry,” stated AMT president Douglas K. Woods.
What’re The Reasons That Affect The Speed Of The Automatic Tapping Machine?
There are many factors that affect the tapping speed of the automatic tapping machine. The specific analysis includes the following: the material and type of the tap, the number of teeth to be eaten, the shape of the lower hole, the cutting material and the cutting oil. Therefore, we must consider these factors when choosing a fully automatic Tapping Machine.
There are many factors that affect the tapping speed of the automatic tapping machine, such as the material used for tapping, the type, the number of teeth eaten, the shape of the lower hole, the cutting material and the cutting oil.
Therefore, we must consider these factors when choosing a fully automatic tapping machine. Extrusion taps are not troubled by chips in the tapping machine. The tapping speed can be faster than cutting. At the same time, the materials to be processed, cutting fluid, machinery and other factors should be taken into account. Generally, they are mostly used in 5-20m/MIN. Similar to the punching process of punching, there are examples of speeds that can reach more than 30m/min under special circumstances. However, because the speed is too high, it will affect the service life of the tap due to the early wear or dissolution relationship, so the speed control of the tapping can not be ignored. It is more difficult to tap the tapping thread of the sleeve tapping machine. First, you need to define what is a deep hole. Why does it require special consideration? In drilling, those holes with a hole depth greater than 3 times the hole diameter are called deep holes. Deep hole tapping means that the tapping depth is more than 1.5 times the diameter of the tap. This is often referred to as deep hole tapping when machining a 3/8 inch thread with a 1/4 inch diameter tap.
Roller Burnshing Tool Introduction-2
Also known as rolling knives, rolling heads, rolling heads, rolling knives, rolling knives, squeezing knives, calendering knives, rolling reamer, roller reamer, needle reamer, rolling knives, mirror tools, etc. The title is different, but the method of using the tool and the principle of tool processing are the same.
Tool diameter adjustment method:
1. Measure the tool diameter with a micrometer.
2. Push the scale adjustment sleeve to the left and right while rotating in the direction of the handle to adjust the diameter of the tool. The left-handed rotation reduces the right-handed rotation, and each scale value is 0.0025mm.
3. After the diameter is adjusted, the diameter will be automatically locked when the aluminum shell is released.
4. When processing blind holes and stepped holes, the bottom is about 0.5mm and cannot be processed. The needle roller can gently touch the bottom of the hole (the bottom has a taper, the R angle of the needle can not interfere with the bottom of the hole to prevent the tool from being stuck, resulting in a quality accident).
The principle of rolling processing: it is a kind of pressure finishing process, which utilizes the cold plasticity characteristic of metal in normal temperature state. The rolling tool is used to apply a certain pressure to the surface of the workpiece to make plastic flow of the surface metal of the workpiece and fill it into the original. Residual low concave valleys, while achieving rough surface roughness of the workpiece. Due to the plastic deformation of the rolled surface metal, the surface layer is cold hardened and the grain is thinned to form a dense fibrous shape, and a residual stress layer is formed, and the hardness and strength are improved, thereby improving the wear resistance and corrosion resistance of the surface of the workpiece. Sex and fit. Rolling is a non-cutting plastic working method.
Advantages: No cutting technology is safe and convenient, can accurately control precision, several major advantages:
1. Improve the surface roughness, and the roughness can reach Ra≤0.08um.
2. Correct the roundness, the ellipticity can be ≤0.01mm.
3, improve the surface hardness, so that the force deformation is eliminated, the hardness is increased by HV ≥ 40 °
4. There is residual stress layer after processing to increase fatigue strength by 30%.
5, improve the quality of the coordination, reduce wear and extend the life of the parts, but the processing costs of the parts are reduced.
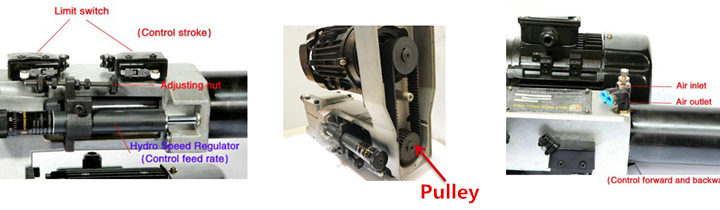
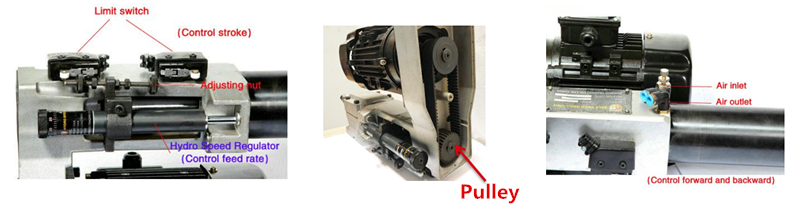
Automatic Drilling Unit
Automation drilling unit is a pneumatic feed drilling unit, hydro speed regulator control feed speed. Multi-spindle head canbe used. Specialized machines can be made compact because the mounting direction is adjustable.
The automation drilling unit control the advance and retreat of the spindle, the motor drives the belt Wheel, rotating the spindle, combined with hydro speed regulatorTo control the feed rate of the automatic drilling unit, you can achieveThe drill spindle head quickly reaches the workpiece and drills slowly.Returning quickly and greatly shortening the processing time.
Product performance:
1. High precision, suitable for high speed drilling
2. Arbitrary installation direction, can design and manufacture a special machine with compact structure
3. Quickly reach the workpiece, slow drilling, and then quickly return to the spindle speed adjustable, feed rate adjustable
4. Pneumatic feed, combined with air return damper, can achieve step-by-step drilling
Suitable for drilling small holes and providing work efficiency.

Improving The Working Efficiency Of Electric Machine Parts Processing Starts With Drilling
For motor products, there are many drilling holes and sleeve buckles involved in the process of parts processing. The traditional technology and equipment is to use drilling die to process holes one by one. For screw holes, the tap sleeve buckle should be replaced again, so the work efficiency is too low.
Taking a motor with a center height of 132 as an example, 6-8 fixed end holes need to be machined at both ends of the machine base. For drilling, if the traditional processing technology is adopted, the holes at both ends need to be completed in 6-8 times. If the multi-hole drilling die can be used, the holes at both ends can be completed twice, and the efficiency can be improved at least 3-4 times by adding the design of the processing process or the moving time of the position of the workpiece.

Of course, porous drills are limited by the travel space and capacity of the equipment, which may be more suitable for processing small-sized parts. Small-sized and large-volume parts processing, porous drilling will greatly improve the processing efficiency.